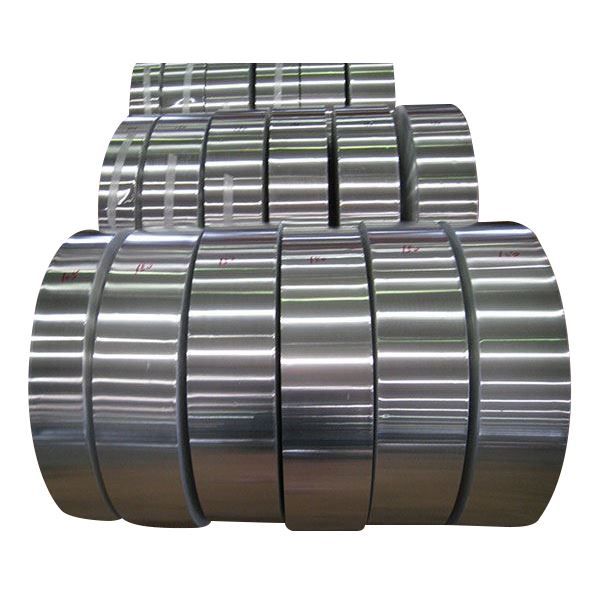
من المعتقد بشكل عام أن العناصر الثلاثة لدرفلة رقائق الألومنيوم هي المعدات وزيت التدحرج وعملية التشغيل: جودة القوائم هي عامل مهم في حالة مستوى معين من السعة المثبتة. سوف تؤثر عملية لف رقائق الألمنيوم ، مثل نوع اللفة وخشونة السطح ، ومعدل معالجة النجاح ، وسرعة التدحرج ، والتوتر ، والمؤشرات الفيزيائية والكيميائية لزيت التدحرج ، وما إلى ذلك ، على استقرار عملية التدحرج وجودة المنتج النهائي. اتصال وثيق والنفوذ.

هناك بعض الاختلافات في التحكم في جودة سطح رقائق الألومنيوم بسبب أداء المعدات ، وأداء الدرفلة ، ومعلمات الرول وطرق التحكم في مطحنة درفيل رقائق الألومنيوم وطاحونة الدرفلة على البارد ، بحيث يمر منتج الدرفلة الباردة والمرور الأول من الرقائق المتداول ترتبط خصيصا. مهم. يجب أن يتحكم المقطع الأول من لفافة الرقائق في معدل المعالجة المعقول للمرور لضمان المتداول السلس للمتابعة. متوازنة المعلمات المتداول للحصول على سطح وشكل أفضل من رقائق الألومنيوم. يتم التحكم بشكل عام في معدل معالجة التمرير الأول لرقاقة الرقائق. يمكن أن يكون معدل معالجة الممر الوسيط أكبر ، ولكن يجب خفض معدل معالجة الممر النهائي والتحكم فيه إلى أقل من 50٪ لضمان جودة سطح نهائية جيدة للمنتج النهائي. كمواد ديكور ، يجب أن تكون جميلة ونظيفة وخالية من الشرائط.
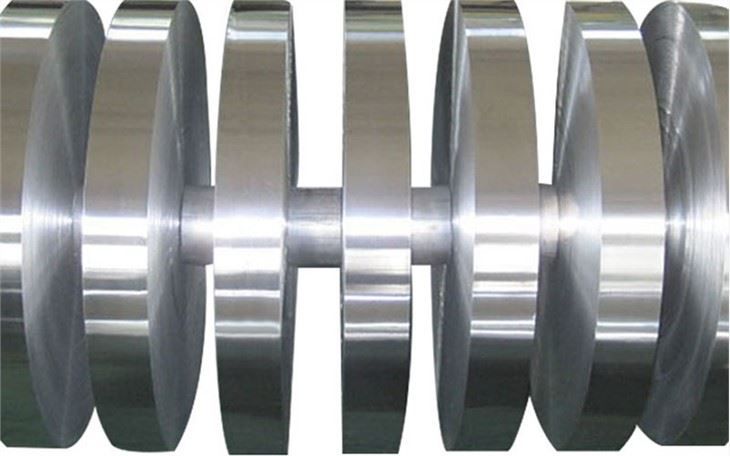
لا يوفر التحكم في الشكل النهائي إلا رقائق الألومنيوم بشكل أفضل ، بحيث لا يمكن تجعد رقائق الألمنيوم أثناء عملية طلاء الألوان وتشكيل البلاستيك ، بالإضافة إلى تركيبها بالتساوي مع البلاستيك. 1. أبحث عن مطحنة الدرفلة المصنوعة من رقائق الألومنيوم رقم 1 مع نظام التحكم الآلي على شكل اللوحة هو أكثر ملاءمة للسيطرة على شكل لوحة. مع بعض معلمات عملية المتداول ، يمكن الحصول على شكل مرض. مطحنة رقائق الألومنيوم 2 # غير مجهزة بمقياس الشكل. يتم التحكم بالدرفلة النهائية بشكل أساسي من خلال مهارة التشغيل ومراقبة السطح مباشرة. يوجد شكل معين للفرق بين معلمات الدرفلة وطاحونة الدلفنة رقم 1 ، خاصة في قوة الدرف والتوتر الأمامي والخلفي.
عندما يتم تزييت سطح رقائق الألمنيوم المركبة المصنوعة من الألمنيوم والبلاستيك ، فإنه لا يمكن تركيبها بالبلاستيك ، وخاصة رقائق الألومنيوم المستخدمة في اللوحة السفلية. لا يقوم المستخدم بشكل أساسي بعملية التنظيف من أجل تقليل التكلفة. - لا تقوم بعض الشركات الصغيرة حتى بتنظيف رقائق الألومنيوم المستخدمة في اللوحة ، مما يضع متطلبات أعلى على سطح رقائق الألومنيوم: في عملية لف رقائق ، تتبنى شركتنا تدابير إزالة الزيت التالية:
(1) صياغة معلمات عملية المتداول معقولة وتقليل سرعة المتداول بشكل مناسب ؛ (2) استخدام كميات أقل من النفط المتداول للتحكم في محتوى إضافات الزيت المتداول ؛ (3) حدد المعلمات طحن لفة معقولة. (4) تم تحسين مصنع جهاز إزالة الشحوم في مطحنة دباغة الألمنيوم ، كما تم اعتماد تدابير إزالة الزيوت مثل جهاز الرياح والعزل الخارجي عند كشط المنتج النهائي.








رمز ريال قطري






